机械手排列定位设备 PLC梯形图流程
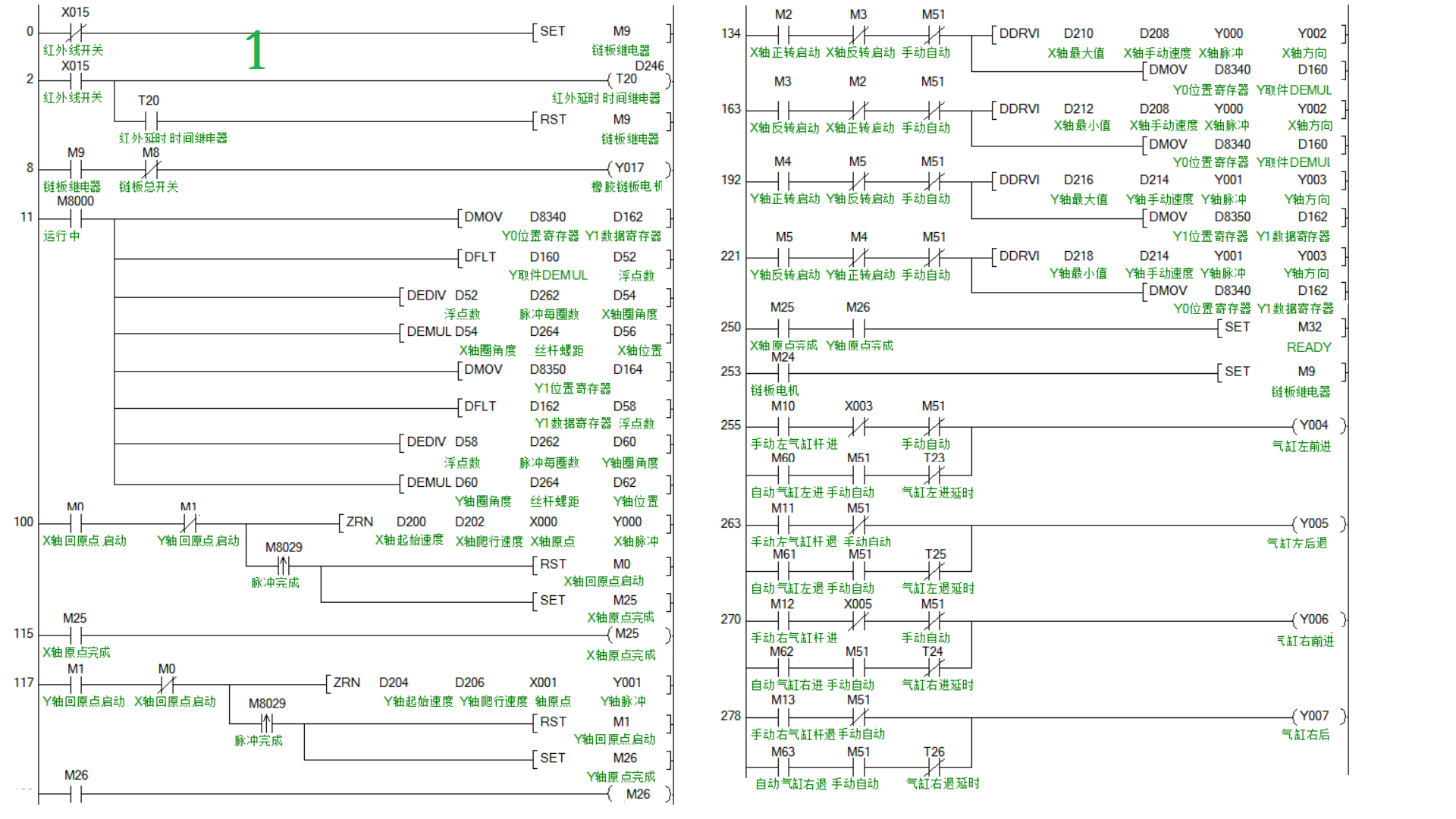


1:按下启动键
2:比对XY 轴实际位置和取件位置
3:XY轴运行到取件位 开嵌件阀
4:检测嵌件输入信号 超时报警
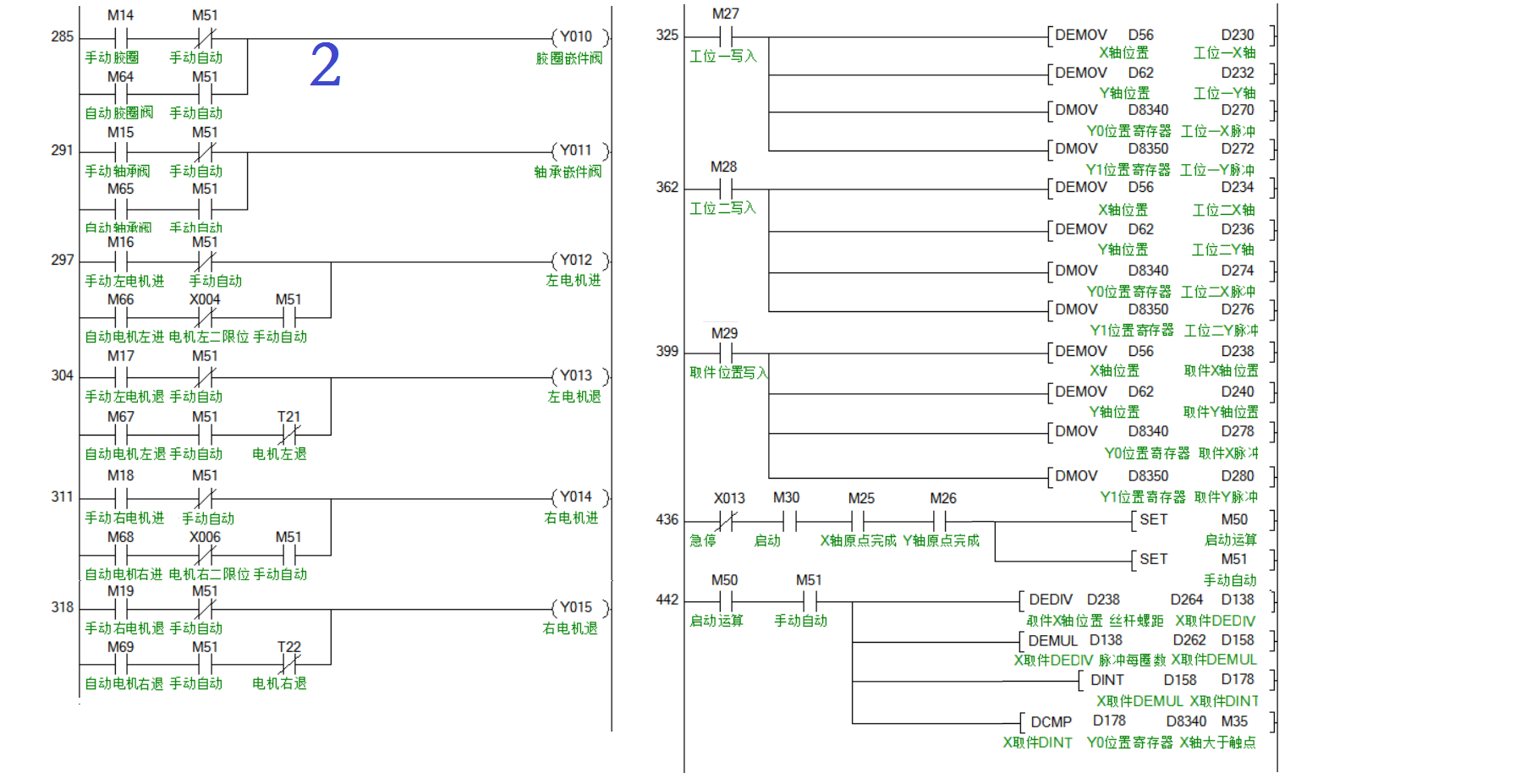
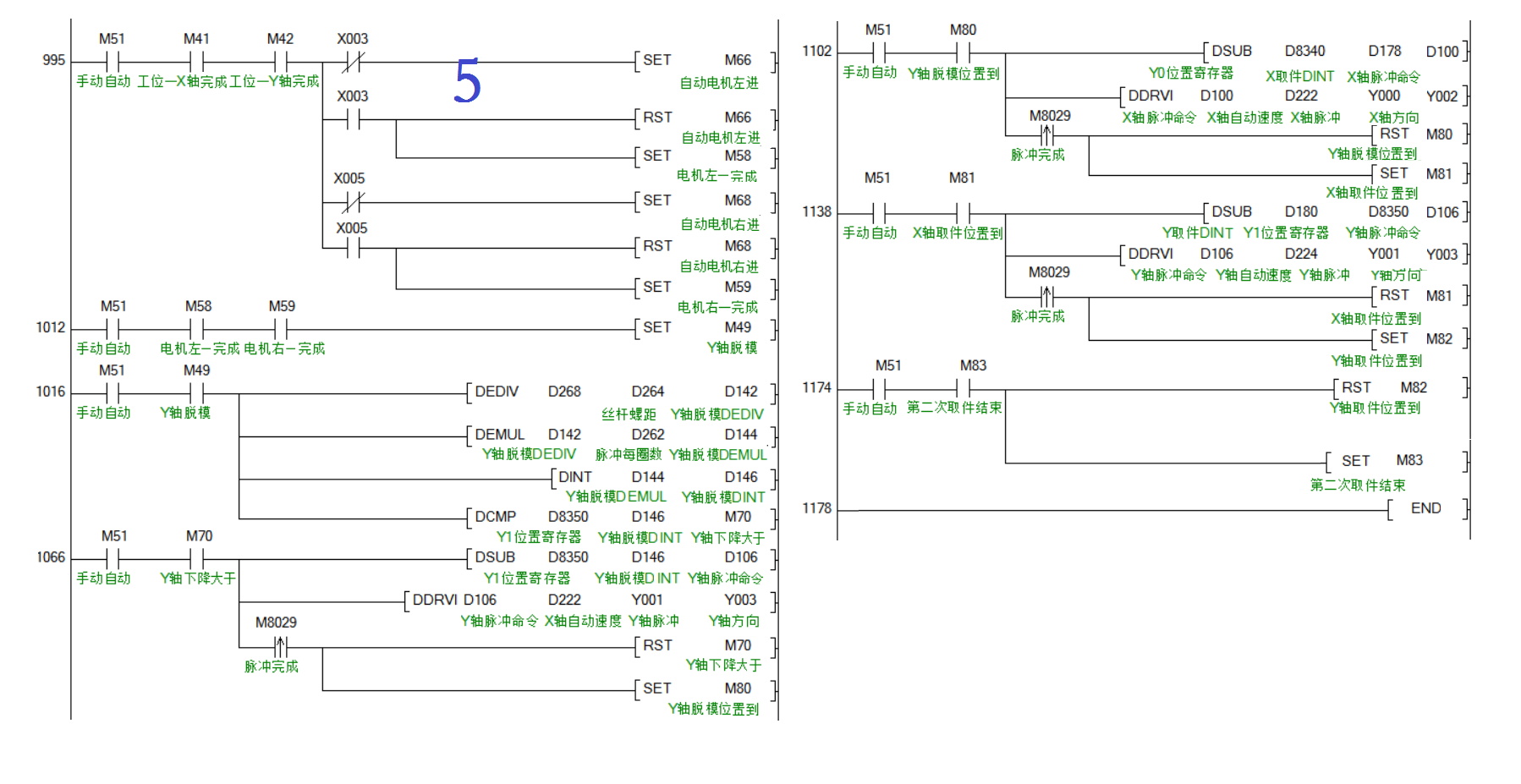
5:XY轴运行到工位一
6:电机推进到信号一
7:Y轴下行,XY轴返回到取件位
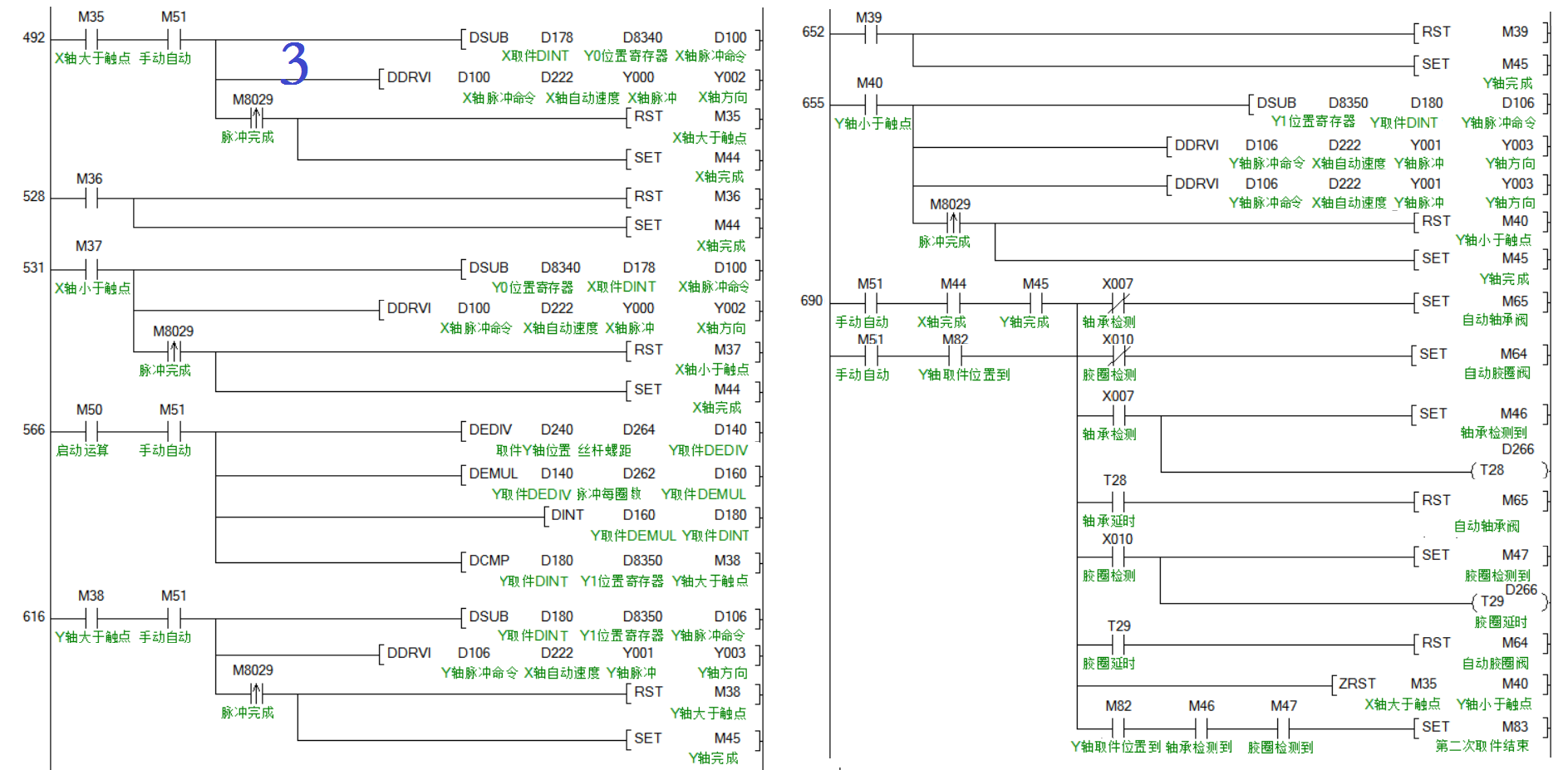
8:检测嵌件输入信号 超时报警
9:XY轴运行到工位二
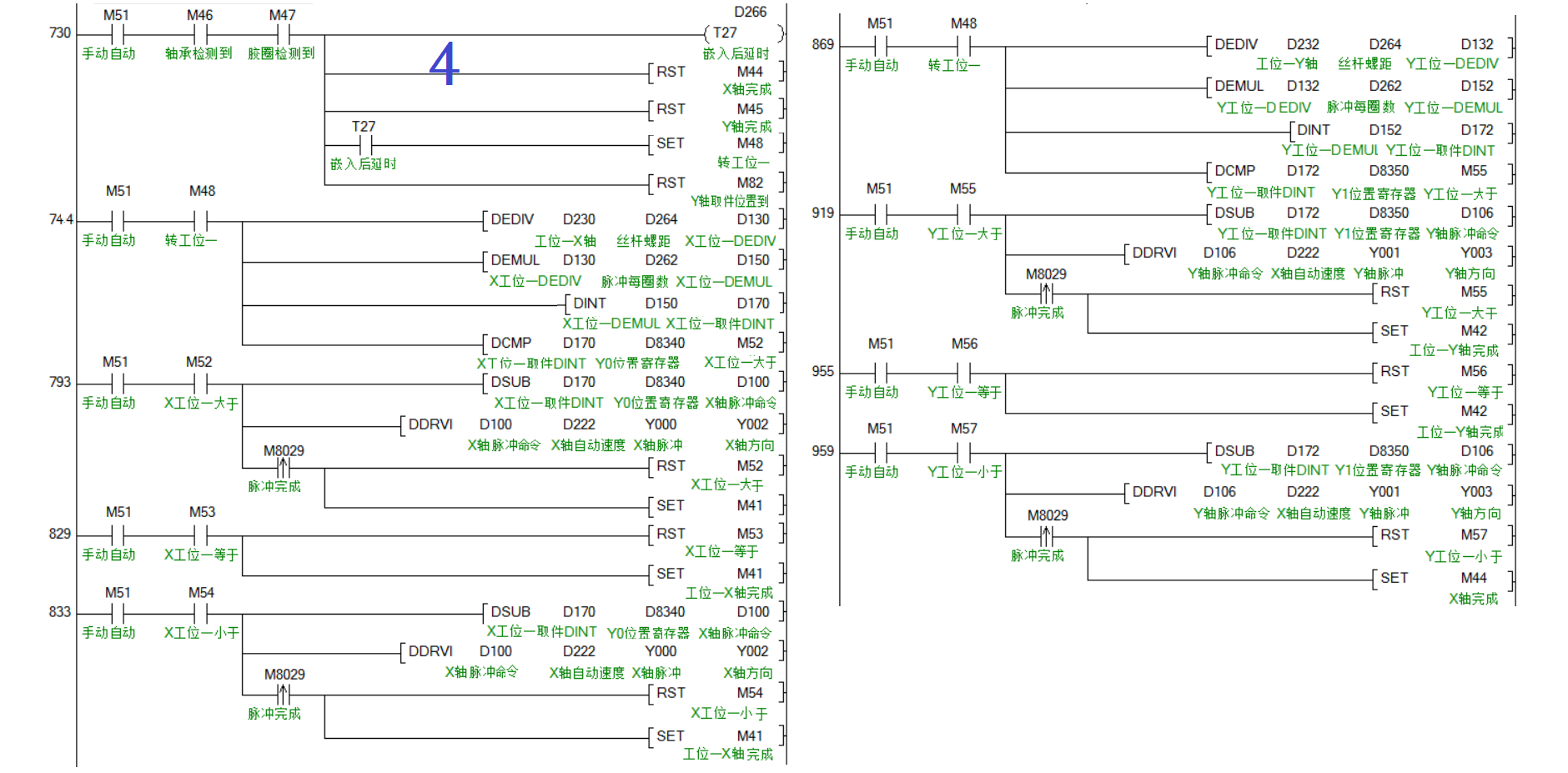
10:电机进二,气缸进
11:等待机械手取件完成
12:XY轴运行到取件位 开嵌件阀
1:按下启动键
2:比对XY 轴实际位置和取件位置
3:XY轴运行到取件位 开嵌件阀
4:检测嵌件输入信号 超时报警
5:XY轴运行到工位一
6:电机推进到信号一
7:Y轴下行,XY轴返回到取件位
8:检测嵌件输入信号 超时报警
9:XY轴运行到工位二
10:电机进二,气缸进
11:等待机械手取件完成
12:XY轴运行到取件位 开嵌件阀