SIEMENS PLC 程序 GRAPH 程序解读 车型入库
1、程序载图1
2、程序截图2
3、程序解释
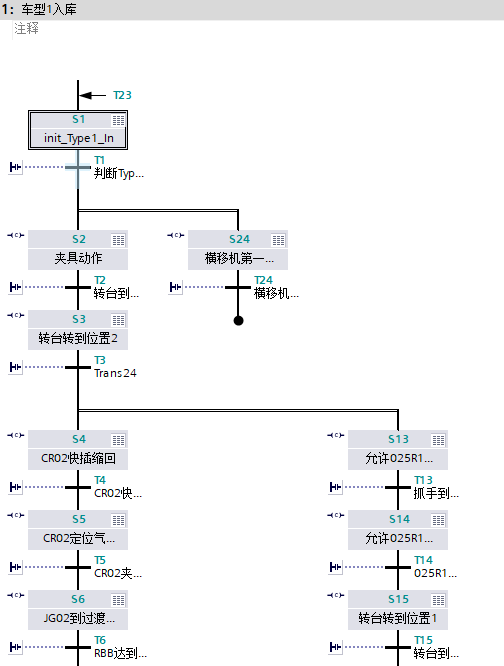
这是一个基于西门子 GRAPH 编程的车型 1 入库顺序控制流程图,通过状态机结构(状态框 S 与转移条件 T)描述完整工作流程,具体如下:
整体流程概述
- 初始化:从 S1(init_Type1_In) 开始,初始化车型 1 入库流程。
- 分支判断:经 T1(判断 Typ...) 后流程分为两支,分别处理不同装置动作,最终汇合至入库完成。
左侧流程(以 JG02 为主)
- S2(夹具动作):执行夹具操作,完成后经 T2 触发 S3(转台转到位置 2)。
- S3:转台移至位置 2,通过 T3(Trans24) 推进。
- S4(CRO2 快插缩回)→S5(CRO2 定位气...)→S6(JG02 到过渡...):CRO2 执行缩回、定位动作,JG02 移动到过渡位置,依次由 T4、T5、T6(RB 达到...) 触发。
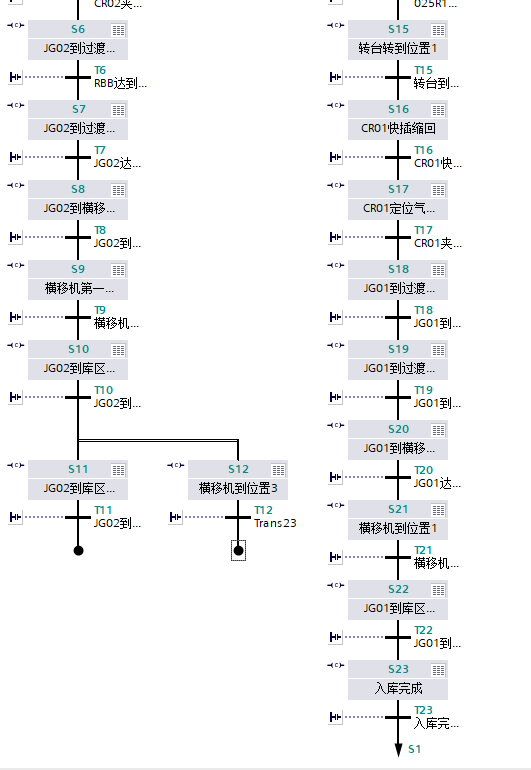
- S7(JG02 到过渡...)→S8(JG02 到横移...):JG02 继续移动,由 T7(JG02 达...)、T8(JG02 到...) 控制。
- S9(横移机第一...)→S10(JG02 到库区...)→S11(JG02 到库区...):横移机动作,JG02 进入库区,由 T9(横移机...)、T10(JG02 到...)、T11(JG02 到...) 推进。
右侧流程(以 CR01、JG01 为主)
- S24(横移机第一...):横移机第一步操作,经 T24 后,与左侧流程协同。
- S13(允许 025R1...)→S14(允许 025R1...):允许相关操作,由 T13(抓手到...)、T14 触发。
- S15(转台转到位置 1):转台移回位置 1(T15 触发),随后 S16(CR01 快插缩回)→S17(CR01 定位气...)→S18(CR01 夹...):CR01 执行缩回、定位、夹持动作,由 T16(CR01 快...)、T17 控制。
- S19(JG01 到过渡...)→S20(JG01 到横移...):JG01 移动,由 T18(JG01 到...)、T19(JG01 到...)、T20(JG01 达...) 触发。
- S21(横移机到位置 1)→S22(JG01 到库区...):横移机到位,JG01 进入库区(T21(横移机...)、T22(JG01 到...))。
流程结束
最终通过 S23(入库完成),由 T23(入库完...) 确认后,流程回到 S1,可重新初始化下一次入库操作。
该流程图通过状态与转移条件的有序组合,精准控制夹具、转台、横移机、CRO2、JG01/JG02 等装置的协同动作,确保车型 1 入库流程按顺序、高效执行,体现了 GRAPH 编程在工业自动化顺序控制中的应用特点。